Now that I have milled slat blanks it’s time to bend. Normally I mill the slats while the rear legs are in the steam box then steam and bend the slats after I bend the rear legs. If I am steaming the slats in a separate session I wait for temperature in the steam box to reach 200° before putting the slats in the box and counting the time. I put the slats into a small rack and then into the steam box. After 20 minutes they are ready to bend. There are two forms used in the slat bending process: a bending form (front) and a drying form (rear).

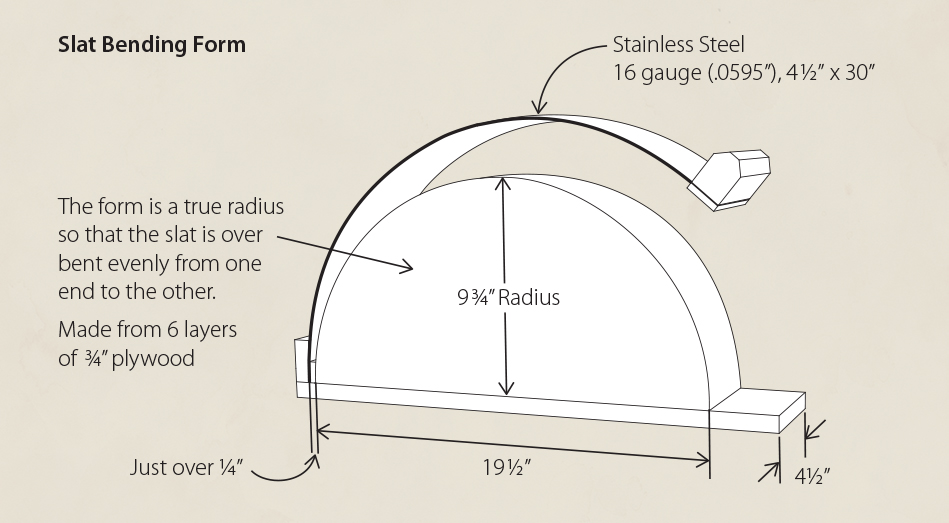
A large contributor to a successful bend is doing things in a consistent manner. If you are inconsistent and there are problems, it will be very difficult to figure out the source. A consistent process, on the other hand, allows you to isolate each step to determine the source of a problem. This is a general principle in every aspect of building this chair, but especially in steam bending. First, the moisture content of the slat should be between 12% and 20% (if it is much higher be sure to make the blank a little thicker to allow for shrinkage during drying). Steam time is normally 20 minutes at 200°. The bending form is a half circle with a radius of 9-3/4″. This shape actually over bends the slat in much the same way that the rear legs are over bent. And since the arc of the form is a true half circle every part of the slat will receive the same amount of over bend, and the amount of over bend will be very consistent from one slat to the next resulting is slats with a very consistent arc. Finally, I am very careful to hold each slat in the form for the same amount of time.
The size of this form will accommodate the smallest slats for the side chair up to the largest slats for the rocking chair. The main part of the form is made from 6 layers of 3/4″ plywood laminated together using screws. Here are the dimensions and details. A source for stainless steel is listed below.
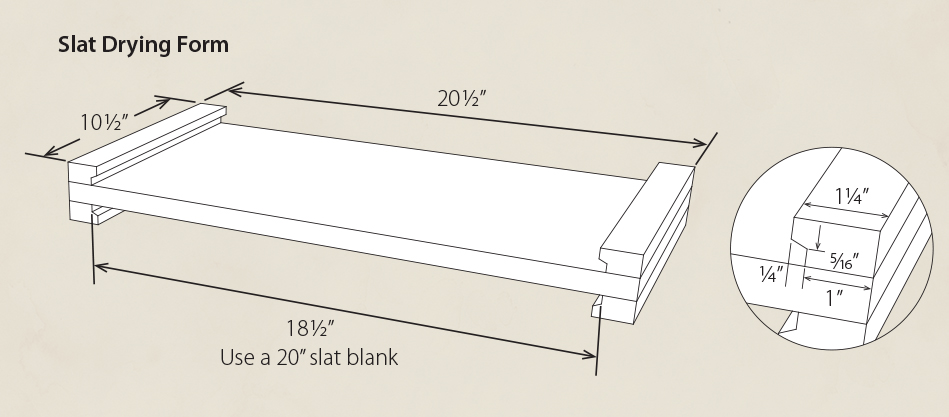
The drying form is simply a sheet of 3/4″ plywood with four cleats. Each cleat has a 1/4″ wide angled notch that captures the end of the slat. The distance between the notches is very important. In this case it is 18-1/2″ so that a slat blank that is 20″ in length will have the correct amount of bend when captured between the two cleats. The angle of this bend is actually a little more than what is actually necessary—each slat will be individually flattened to the final angle at a later point in the process.
Steps for steam bending slats:
- Steam slats for 20 minutes at 200°
- Remove one slat from the steam box
- Place the slat in the form and if one side is marked as front place it facing down on the form
- Push the bending strap down as far as it will go, clamp, and hold for 15 seconds
- Release the bending strap, remove the slat and rotate it end-for-end
- Place the slat back in the form, clamp, and hold for another 45 seconds
- Release the bending strap and remove the slat
- Press the slat into the drying form
- Repeat for each slat
- Place the drying form in a dry place for several days to allow the slats to dry
Here’s a video that shows the entire process. Or watch it directly on YouTube.
Here are the slats in the drying form. I will put the form in my drying closet for several days to dry. If you don’t have a drying closet any warm and dry space will do. Once the slats are dry they sometimes will literally fall out of the form.

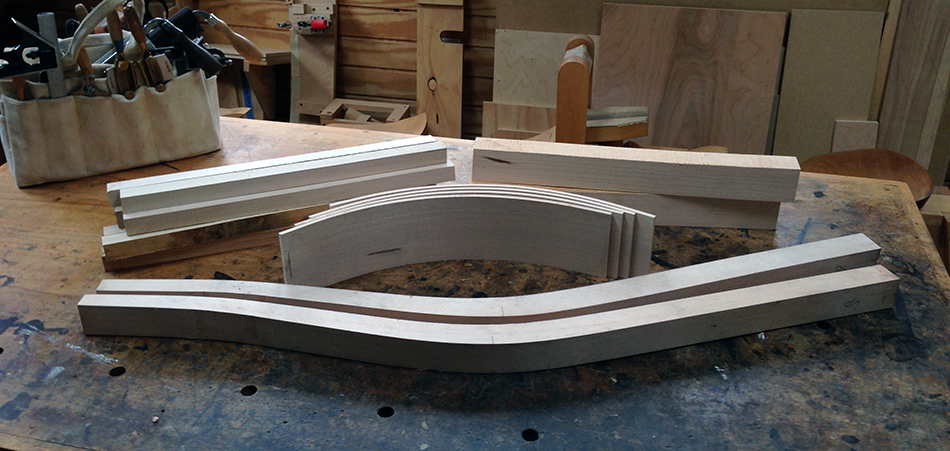
And here is the chair so far. I have rough milled all of the blank parts and final milled and bent the rear legs and slats. In this photo the rear legs are in front, the slats are behind them (with one extra slat), rung blanks are in the back on the left, and front leg blanks are in the back on the right.
In the next post I will begin the post-bend shaping of the rear legs in preparation for cutting the slat mortises.
Source • Stainless Steel: 304 Stainless Steel, 2B Finish, 16 Gauge (.0595″), 4-1/2″ x 30″, Stainless Supply
Side Chair Build Series Links:
- Next Post: Post Bend Shaping: Rear Legs, Part 1
- Previous Post: Prepare Slats for Steam Bending